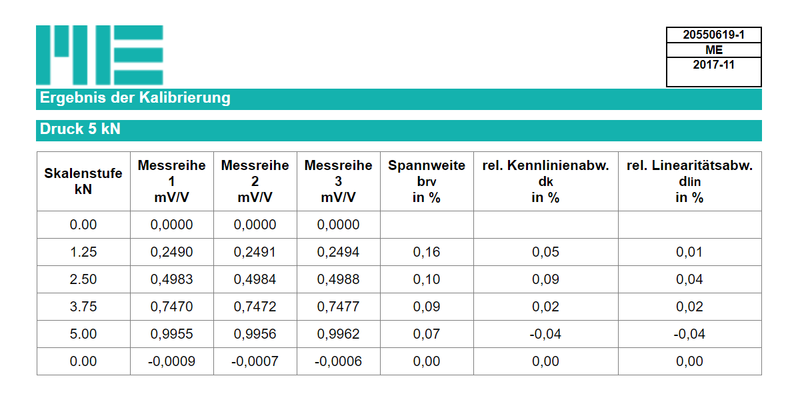
Im Datenblatt der Kraftmessdose KM40 wird eine Genauigkeitsklasse 0,5 ausgewiesen. Im vorliegenden (repräsentativen) Beispiel ist die Spannweite bei 25% der Nennlast 0,16% von 1,25kN (vom Istwert). Da aufgrund der geringen Anzahl der Messwert die Standardabweichung nicht gebildet werden kann, wird im Kalibrierprotokoll der Betrag der Differenz zwischen maximalem und minimalem Wert der drei Messwerte gebildet, auf den Istwert bezogen und in Prozent ausgewiesen.
Der Kraftsensor KM40 kann aufgrund der Spannweite von 0,16% bei der Laststufe 25% in die Genauigkeitskeitsklasse 0,2 eingeordnet werden.
Ein weiteres Kriterium für die Einordnung ist die relative Linearitätsabweichung. Diese ist mit 0,04% ebenfalls deutlich kleiner als die Genauigkeitsklasse 0,2%.Die relative Linearitätsabweichung beschreibt die maximale Abweichung einer bei zunehmender Kraft ermittelten Kennlinie eines Kraftaufnehmers von der Bezugsgeraden, bezogen auf den verwendeten Messbereichsendwert.
Zur Ermittlung der Hysterese wäre die Kalibrierung bei Auf- und Absteigender Belastung erforderlich. Ein Sonderfall der Hysterese ist mit dem Nullpunktrückkehrfehler (bei 0% Belastung) gegeben. Dieser wird im vorliegenden Kalibrierschrieb ausgewiesen und ist kleiner als 0,00% (Beginn und Ende der Messreihe). da der Kraftsensor aus hochfestem Federstahl besteht, ist für die Hystere in der Regel ein systematischer Fehler verantwortlich, z.B. die Verwendung von Linearführungen, unzureichend plangeschliffene Auflageflächen für den Kraftsensor, Speicherung von Federenergie in Zubehörteilen für die Krafteinleitung, etc.
Die temperaturbedingte Drift der Steigung hängt von Eigenschaften des Federstahls (Abnahme des E-Moduls mit zunehmender Temperatur) und von Eigenschaften des Dehnungsmessstreifens ab (Zu- oder Abnahme des k-Faktors mit zunehmender Temperatur). Diese Eigenschaften sind als sytematische Einflüsse bekannt und werden weit unter 0,2%/10°C kompensiert und müssen somit nur im Rahmen einer Typfreigabe gemessen werden oder können sogar aus den technischen Daten des Dehnungsmessstreifens abgeleitet werden.
Für die Einordnung des Kraftsensors in die Genauigkeitsklasse 0,5 soll die temperaturbedingte Drift des Kennwerts (der Steigung) kleiner als 0,5%/10°C sein.
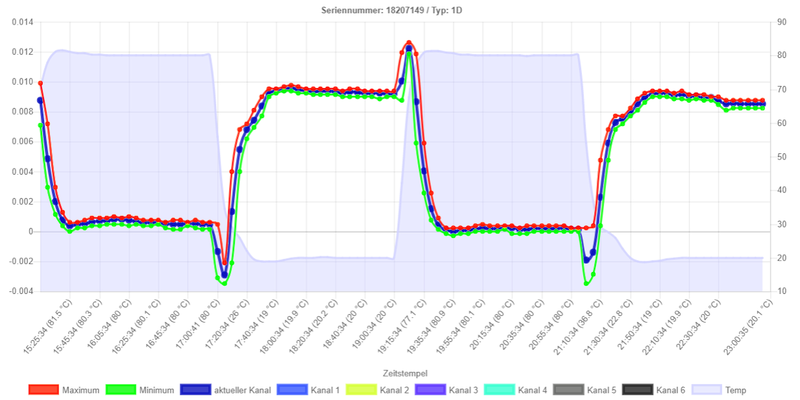
Die temperaturbedingte Drift des Nullsignals muss für jeden Sensor einzeln gemessen und kompensiert werden.
Die Abb. 2 zeigt die temperaturbedingte Drift des Nullsignals für einen Sensor KM40 5kN: